
相比采用傳統(tǒng)芯棒作為內(nèi)支撐,充液數(shù)控彎曲可以提高管材彎曲成形極限,并改善成形質(zhì)量。同時隨彎曲半徑減小,應(yīng)適當(dāng)提高支撐內(nèi)壓,使其接近于管材屈服內(nèi)壓。較大內(nèi)壓下截面畸變增加非常緩慢,隨著內(nèi)壓增大,相同截面變形對應(yīng)的曲率明顯增大,相應(yīng)地,隨支撐內(nèi)壓增加,管材發(fā)生失效的臨界彎矩和極限曲率均大幅提高。本文興迪源機械帶來管端無約束下的管材充液壓彎。
一、內(nèi)壓對管材純彎曲截面畸變的影響:
圖3-9~圖3-11所示為德國斯圖加特大學(xué)研究結(jié)果。其中:△D為截面直徑變化量,△D/D為管材截面直徑變化率;k為彎管的曲率,k/k1為歸一化的曲率,k1=t/d2;P為管材內(nèi)壓,Po/P為歸一化的內(nèi)壓,Po/P=2σot/Do。
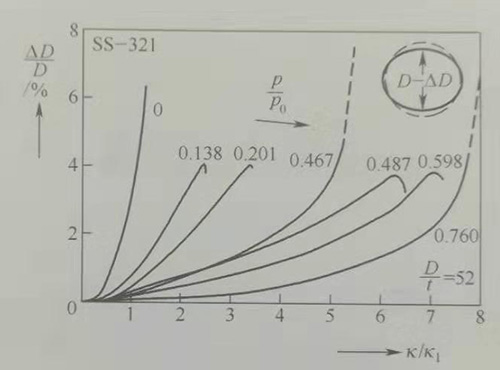
圖3-9內(nèi)壓對管材純彎曲截面畸變的影響
二、內(nèi)壓對管材臨界起皺曲率的影響:
同時,支撐內(nèi)壓對管材臨界起皺曲率具有重要影響,隨內(nèi)壓的升高,管材臨界起皺曲率大幅增加,當(dāng)內(nèi)壓為0.76ps,極限相對彎曲半徑達到7,為無內(nèi)壓時的1/6。
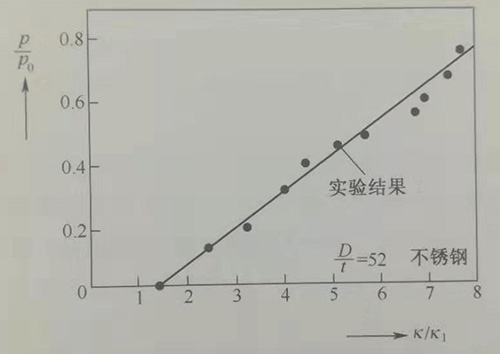
圖3-10內(nèi)壓對管材臨界起皺曲率的影響
不同支撐內(nèi)壓時的起皺行為有所不同,圖3-11所示為ALMg3.0Mn鋁合金管材充液壓彎的成形極限,其中管材直徑95mm,壁厚1.5mm,壓彎半徑1500mm。
當(dāng)相對彎曲半徑為15時,采用極限支撐內(nèi)壓2MPa,管材最大徑厚比可以達到63。
隨內(nèi)壓的升高,薄壁彎管內(nèi)側(cè)起皺時刻延緩,成形極限逐漸提高。管材彎曲成形極限隨徑厚比的增大而迅速減小,當(dāng)相對彎曲半徑為15,內(nèi)壓采用臨界屈服內(nèi)壓時,充液壓彎可彎制管件徑厚比不超過100。
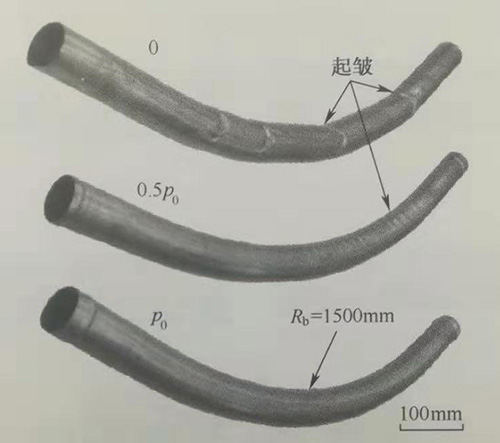
圖3-11內(nèi)壓對薄管充液壓彎起皺的影響
三、管材充夜壓彎的極限徑厚比:
管材充液壓彎的極限徑厚比除了與材料有關(guān)外,還與彎曲半徑有關(guān)。不同彎曲半徑下,低碳鋼和鋁合金管材充液壓彎可達到的極限徑厚比如表3-4所示,極限徑厚比隨彎曲半徑減小面逐漸減小,當(dāng)相對彎曲半徑為2-3時,低碳鋼和鋁合金管件的極限徑厚比不超過40。
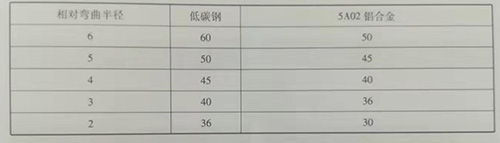
表3-4 管材充夜壓彎的極限徑厚比
【興迪源液壓成型優(yōu)勢】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術(shù)的鍛壓設(shè)備制造企業(yè)。自2007年創(chuàng)立以來,公司一直致力于內(nèi)高壓成形的技術(shù)創(chuàng)新和產(chǎn)品研發(fā)。主營產(chǎn)品范圍從生產(chǎn)普通液壓設(shè)備,現(xiàn)今發(fā)展至生產(chǎn)、研發(fā)國內(nèi)流體壓力成形技術(shù)的鍛壓設(shè)備。

興迪源機械(Xingdi Machinery)借助于我國智能裝備制造業(yè)的新興生產(chǎn)基地——佛山市的完善配套能力和我國向發(fā)達國家出口鑄鋼件的重要基地——河南新鄉(xiāng)市的上乘鑄鋼件質(zhì)量為依托,以興迪源機械的產(chǎn)品和質(zhì)量信譽為基礎(chǔ),以液壓和電控為主導(dǎo),以金屬成形智能液壓裝備為方向,以機、電、液、氣、儀五位一體為手段,為客戶提供節(jié)能、高效、自動化程度高的智能液壓裝備及流體壓力成形方案。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機械編輯
版權(quán)歸原作者所有
如若侵權(quán)請聯(lián)系刪除