
在內(nèi)高壓成形和液壓沖孔的基礎(chǔ)上,發(fā)展起來了液壓沖孔一翻邊復(fù)合技術(shù)。其實質(zhì)是以高壓液體介質(zhì)代替剛性凹模作為支撐,在保持管內(nèi)具有一定壓力的條件下,首先沖出一個所需形狀的孔,并隨沖頭繼續(xù)下行,將孔周圍材料翻成直邊,如圖7-36所示。本文興迪源機械帶來液壓沖孔一翻邊復(fù)合技術(shù)解析。
一、液壓沖孔一翻邊復(fù)合成形的優(yōu)勢:
液壓沖孔一翻邊復(fù)合成形具有以下三方面優(yōu)勢:
①以高壓液體為支撐凹模,避免了無凹模翻邊產(chǎn)生的嚴(yán)重塌陷;
②生產(chǎn)工序少、效率高;
③高壓液體為支撐,翻邊孔口邊緣質(zhì)量好。成形過程受翻邊系數(shù)、內(nèi)壓和沖頭形狀嚴(yán)重影響。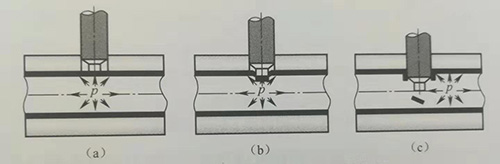
圖7-36液壓沖孔一翻邊過程示意圖
(a)管壁貼膜初始狀態(tài);(b)液壓沖孔;(c)翻邊。
二、不同翻邊系數(shù)條件下的孔口邊緣開裂程度:
翻邊系數(shù)(k=d/D)不同,材料被拉伸程度不同,孔口邊緣開裂程度也就不同。翻邊系數(shù)越小,孔口邊緣變形越大,越容易出現(xiàn)開裂。圖7-37為不同翻邊系數(shù)條件下的翻邊剖面照片。
當(dāng)內(nèi)壓為50MPa,翻邊系數(shù)較小(翻邊系數(shù)k=0.5)時,孔口邊緣開裂比較嚴(yán)重,翻邊高度方向裂紋長度也很大,約占翻邊直壁段高度的2/3。
隨著翻邊系數(shù)增大,翻邊高度方向裂紋長度逐漸減小。當(dāng)翻邊系數(shù)k=0.8時,無開裂發(fā)生,孔口邊緣質(zhì)量良好。
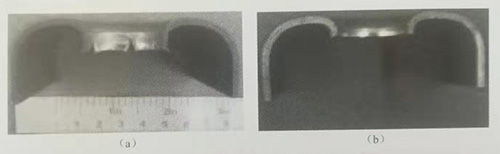
圖7-37不同翻邊系數(shù)下翻邊孔剖面照片
(a)翻邊系數(shù)k=0.5;(b)翻邊系數(shù)k=0.8。
三、不同內(nèi)壓下的翻邊高度:
圖7-38為液壓沖孔一翻邊過程的翻邊高度隨內(nèi)壓變化。當(dāng)內(nèi)壓小于150MPa時,翻邊高度隨內(nèi)壓的升高而減小。這是因為沖頭與模具之間存在間隙,懸空區(qū)會在內(nèi)壓作用下發(fā)生脹形,并且沖頭在內(nèi)壓作用下也會略有后退,進而導(dǎo)致翻邊高度降低。
當(dāng)內(nèi)壓進一步增加,外凸變形則會導(dǎo)致翻邊不規(guī)則。盡管內(nèi)壓增加到一定程度會導(dǎo)致翻邊孔邊緣開裂,但在內(nèi)壓小于120MPa時,直壁段高度隨內(nèi)壓的升高而增大。在內(nèi)壓高于150MPa后,沖孔前懸空區(qū)材料發(fā)生較大的塑性變形,加劇了翻邊直壁段沿孔周分布不均,平均直壁段高度則隨內(nèi)壓升高而增加。
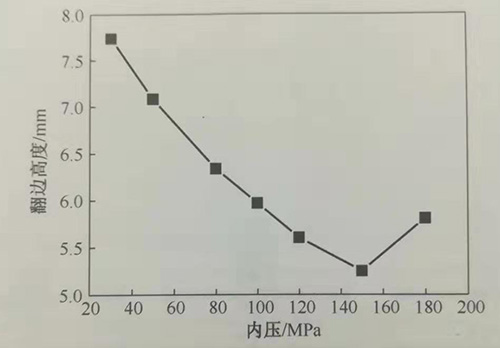
圖7-38不同內(nèi)壓下的翻邊高度
由于沖頭形狀改變了翻邊孔材料流動形式,不同形狀沖頭翻邊孔質(zhì)量不同。圖7-39為不同沖頭形狀時的翻邊孔剖面照片,工藝條件分別為內(nèi)壓80MPa,孔徑20mm,翻邊系數(shù)0.6。
采用錐形沖頭所得翻邊孔口邊緣開裂較嚴(yán)重,裂紋貫穿沖孔斷面的撕裂帶和光亮帶。球形沖頭和橢球形沖頭所得翻邊孔口邊緣質(zhì)量較好,僅有輕微開裂,且裂紋只存在于沖孔斷面的撕裂帶,并未延伸至光亮帶。橢球形沖頭的孔口邊緣質(zhì)量優(yōu)于球形沖頭翻邊質(zhì)量。
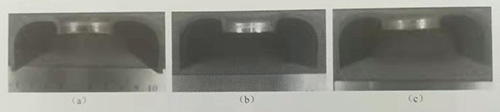
圖7-39不同沖頭形狀下翻邊孔削面照片
a)錐形沖頭:(b)球形沖頭;(c)橢球形沖頭。
圖7-40為不同沖頭形狀時的翻邊高度與內(nèi)壓的關(guān)系。當(dāng)內(nèi)壓為50MPa時,球形沖頭的翻邊總高度最大,但直壁段高度卻不是最大,因為球形沖頭在此壓力時,塌角深度也最大;橢球形沖頭的翻邊總高度和直壁段高度均最小。
隨著內(nèi)壓增加,當(dāng)內(nèi)壓為80MPa時,三種沖頭的翻邊總高度相差不大,但錐形沖頭的直壁段高度大于后兩者。
隨著內(nèi)壓繼續(xù)增加,內(nèi)壓為150MPa時的錐形沖頭和球形沖頭翻邊總高度相近。
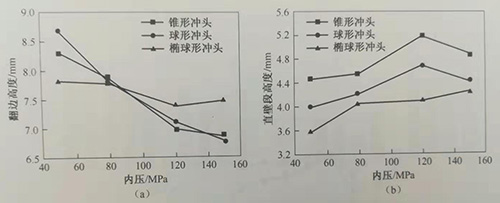
圖7-40不同沖頭形狀的翻邊高度與內(nèi)壓的關(guān)系
(a)總高度;(b)直壁段高度。
由于橢球形沖頭翻邊時塌角深度相對較大,因此具有較大的翻邊總高度。由于相對采用錐形沖頭,采用球形和橢球形沖頭對懸空區(qū)變形的限制作用較小,對塌陷的抑制也相對較弱,因此在不同壓力下采用錐形沖頭獲得的翻邊直壁段長度均是最大的。也就是說,可以采用錐形沖頭來獲得更大的直壁段高度。
【興迪源機械液壓成形技術(shù)優(yōu)勢】
興迪源機械嚴(yán)格按照ISO國際標(biāo)準(zhǔn)質(zhì)量管理體系和5S管理標(biāo)準(zhǔn)進行質(zhì)量監(jiān)控和內(nèi)部管理。建立有?“河南省流體壓力成形智能裝備工程技術(shù)研究中心”,核心團隊由數(shù)10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術(shù)和產(chǎn)品工藝研發(fā)。

興迪源機械與中國科學(xué)院金屬研究所、南京航空航天大學(xué)等院校開展長期的產(chǎn)、學(xué)、研合作,并共同設(shè)立了“液壓成形技術(shù)產(chǎn)業(yè)化示范基地”,時刻跟蹤國內(nèi)外領(lǐng)先技術(shù),不斷提升“興迪源”液壓設(shè)備品牌價值。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機械編輯
版權(quán)歸原作者所有
如若侵權(quán)請聯(lián)系刪除